 1 红冲机械手概述
1 红冲机械手概述
工艺 中频炉或燃气炉加热—模具上料---压力机锻压—下料
项目要求 通过自动阶梯上料机实现加热炉均匀出料,采用热锻上下料机械手配合一台压力机,实现热锻工序的自动上下料,分自动、手动两种控制方式。
压力机、加热设备、模具工艺、产品质量等不包含在该方案中。要求配合设备稳定;加热炉出料均匀稳定,不粘连,不一次出多个坯料,加热炉和压力机提供足够的正确信号输入输出接口。
生产概况 全年工作330 天,3 班制,每班8 小时
产品信息 产品重量小于0.5Kg;
节拍时间:
生产线小于等于3秒/件
2 供货内容与范围
设备名称 组装部件 规格型号 数量 单位 备注
热锻上下料机械手系统 热锻上料机械手 ZKKC.H.00-06 1 套
送料机(含输送线,末端定位机构及下料槽) ZKKC.H.07 1 套 含温控系统(客户选择)
检测控制系统 1 套旋转下料装置 1 套喷油系统 1 套安全保护系统 1 套
注:主要部件:气缸选用亚德客,丝杆选TBI,X轴伺服电机及 PLC均用三菱,品牌。
3 方案概述
3.1 方案布局
热锻上下料机械手系统主要由高速冲床一台(可使用客户原冲床)、热锻上料机械手一套,加热炉一套、送料机一套(含滑道)、喷油系统、检测控制系统及安全保护系统。图一为热锻上下料机械手系统整体布局。
图一 整体布局图
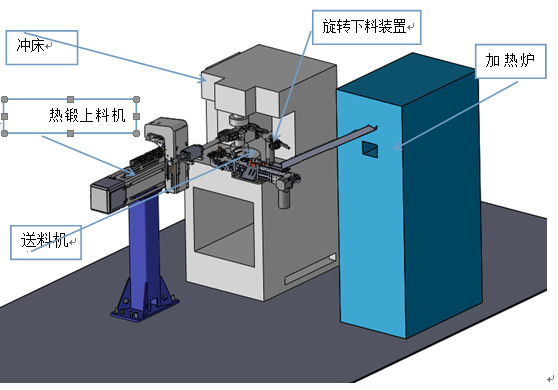
采用送料机(末端定位机构)将棒料送至机械手下方,并竖起准确定位后,采用热锻上料机械手,将工件提起,并送至压力机的下模进料处进行送料。冲床完成冲压后由旋转下料装置将已完成冲压的工件送至下料槽。
送料前
送料后
3.2 工作流程
1)加热炉加热棒料,棒料加热到合适温度后经滑道滑落至输送线,工件通过送料机运动到末端定位机构后,并给出加热炉料到位信号同时进行温度检测。
2)机械手接收到料到位信号后,同时温度检测合格后,冲床作业完毕后,热锻上料机械手抓取送料机上的棒料,给出取料完毕信号于送料机,同时棒料送入压力机下模进料孔,并给出送料完成信号,并退回取料位置。
3)压力机接收送料完成信号后进行锻压,锻压完成后,回到顶部安全位置,同时旋转下料进行下料,将冲压完毕的料送至下料槽,给出打击完成信号。
4)打击完成后,并给出下料完毕信号,重复以上动作。
4 关键部件功能描述
4.1热锻上料机械手
热锻上料机械手如图二所示,为二自由度机器人,利用伺服电机驱动,丝杠传动,可实现前后移动,上下移动,再根据工件尺寸要求,安装有气动抓手,从而同时实现工件的平稳抓取上、下料。
图二 热锻上料机械手

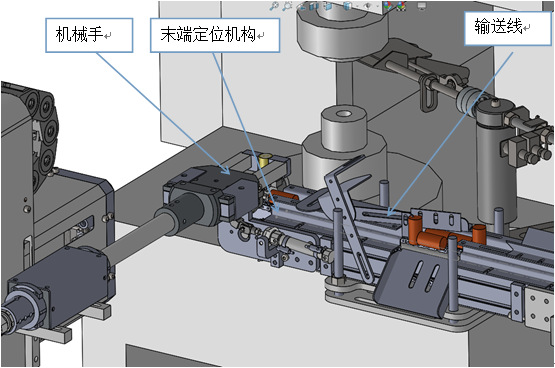
4.2送料机
如图三所示,为送料机,可将加热炉出来的铜棒通过滑槽有序输送至输送线,并且装有剃料装置及温度检测剔料装置,通过红外温度检测装置获取末端定位机构上铜棒的温度,当温度达到要求时,进行送料。
图三 送料机

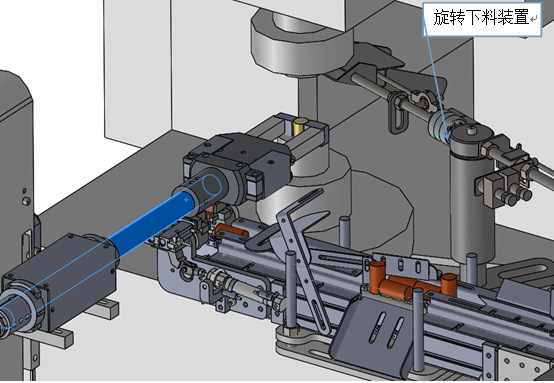
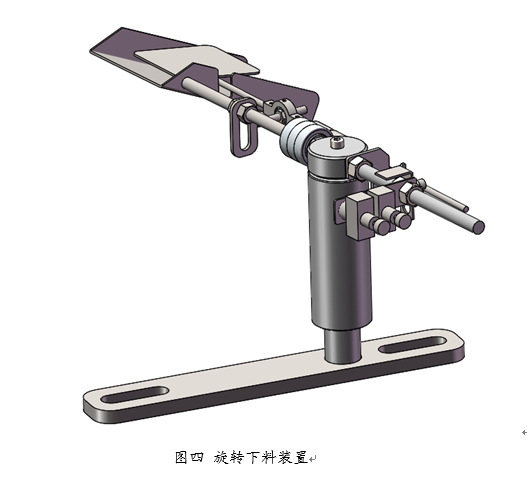
4.3旋转下料装置
如图四所示,为旋转下料装置,可将加工好的工件送至下料槽,并带有下料检测装置。
图四 旋转下料装置
5 控制系统设计
系统采用主从式控制,采用总控PLC对机械手、加热炉,送料机装置、压力机进行控制与状态交互,整个过程按照总控PLC程序自动完成全部作业。控制系统可在自动与手动两种控制模式之间灵活切换。
控制系统在人工作业模式下,自动模式失效,机械手、压力机均可单独采用人工操作;自动作业模式下,人工作业模式失效,设备之间按照流程自动操作。
控制系统总图如图五所示:
图五控制系统框图

故障处理与安全系统至关重要,防范措施如下:
(1)生产线故障处理系统实时监测压力机、机械手等设备的工作状态,发现故障及时做出响应,发出报警信号,使出现故障的设备及前面正在运行工序都停止,以供工程师查询,后续工位完成本次操作后,停止等待下次启动;
(2)生产线设有安全等检测、保护措施,以避免操作人员误操作,造成伤害;
(3)故障处理系统同样对机械手抓料是否到位及掉料进行检测,若未到位或掉料则发出报警信号;
(4)机械手与压力机之间动作互锁以保证设备安全运行。
6 节拍计算
本工作站动作流程为:
(1) 将料从输送线搬运至压力机。
(2) 上料机械手放料完毕后,压力机打击。
(3) 锻压完成后,旋转下料装置进行下料,上料机械手将重复以上流程,进行压机上料。
此工作流程的工作节拍为:
T=T(机械手将料从上料定位装置送入压力机并松开手爪,移置安全位置,即取料位)+T(压力机锻压)
对于压力机,压力机的**打击时间为1.2秒,机械手将料从上料定位装置送入压力机并松开手爪,移置安全位置的时间为1.4-1.8秒则:
压力机机械手工作站的工作节拍为:T=1.2+(1.5-1.8)=2.6-3秒
以上内容为真实标准参数,严禁复制抄袭 违者必究
为了使我们的设计方案更加合理,如贵公司针对该项目有不同见解和异议敬请与我们相关负责人取得联系:13706866208
给您企业精简投资方案,带来无限收益••••
免责声明:当前页为 厂家销售 红冲锻压机械手 平模哈弗模机械手产品信息展示页,该页所展示的 厂家销售 红冲锻压机械手 平模哈弗模机械手产品信息及价格等相关信息均有企业自行发布与提供, 厂家销售 红冲锻压机械手 平模哈弗模机械手产品真实性、准确性、合法性由店铺所有企业完全负责。世界工厂网对此不承担任何保证责任,亦不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由会员自行协商解决。
友情提醒:世界工厂网仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的渠道。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请您谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择。
投诉方式:fawu@gongchang.com是处理侵权投诉的专用邮箱,在您的合法权益受到侵害时,请将您真实身份信息及受到侵权的初步证据发送到该邮箱,我们会在5个工作日内给您答复,感谢您对世界工厂网的关注与支持!







































































