
广东电镀砂轮磨头翻新 东莞东巨电镀金刚砂加工厂 碗型、平行、异型基体来料镀砂

随着电镀新工艺、新材料和新设备不断开发研制,电镀行业开创了****的新局面,应用领域不断拓展,这也对电镀工艺的创新及镀层质量提出了更高的要求。在实际电镀生产中,由于工件基体材料种类繁多,采用单一的电镀前处理工艺有时难以获得理想的镀层质量。
关于可翻新对象
东巨磨具店这里特别说明,不是所有金属材料都适合电镀磨料,每种材料物理性质不同,即便是充分预处理基体表面,材料本身对药水的反应也大相径庭。例如不锈钢基体材料、铝及铝合金基体材料、钨钢硬质合金材料等,这类金属并不适合镀砂,因为不同的基体材料具备不同的化学特性,如:易析氢,表面疏松多孔,易氧化等,需采取不同的电镀前处理工艺,来降低不良特性对镀层质量造成的脱砂。电镀生产中所发生的质量事故,大多数并不是由于电镀工艺本身所造成,多半是由于金属制品的镀前处理不当所致。镀前处理工艺的质量与镀后镀层的平整程度、结合力、抗磨能力等性能密切相关。因此,根据不同的基体材料的不同特性,制定不同的前处理工艺流程,从而获得具备平整、耐磨、结合力强等优点、符合生产应用所需的磨具镀层。
东巨磨具工程师从实验数据看出,一般钢材的抗拉强度均可满足砂轮基体的强度要求,一般铝材的抗拉强度比所需强度低出不少,考虑到铸铝的组织均匀性不太好,高速回转时会增大砂轮的动不平衡性,影响磨削效果。根据这些金属材料的性质和高速砂轮的强度要求,当使用速度≥80m/s时,砂轮基体材料以选择导电性能好的钢材为宜。那么有些人要问了,我是用铁做基体电镀的金刚砂,为何产品会有不少不耐磨或脱皮?东巨磨具店技术解答,不耐磨的原因有可能是镀层太薄, 如果是局部脱皮说明是基体铁的前期处理没有做好,整体脱皮则需要检查电镀液的问题了。电镀金刚石工具在制造过程中牵涉多道工序,任何一道工序进行得不充分,都会造成镀层脱落。
不同的行业对电镀金刚石工具的要求基本上是相同的,即效率高、寿命长、磨削精度高。要保证这些特性,镀层金属不仅要有较高的硬度、耐磨性,而且要求在基体各个部分要均匀分布,以免镀层脱落使工具寿命缩短。在某些特殊行业,如磁性材料行业的强力磨削,进刀量都是控制在0.3mm左右;陶瓷行业的大进刀量的干磨削等,对镀层金属与钢基体的结合力要求尤为苛刻。在电镀金刚石工具的生产过程中,大部分厂家都只注意到了镀层金属的种类、硬度、耐磨性,而往往忽视镀层金属与基体结合力的问题。在实际使用过程中,镀层脱落的现象屡见不鲜。
综上,因此选择合适的基体镀砂尤为重要,常见的电镀材料45#钢、高速钢等;如果嫌基体太重,可以采取铝基镶嵌铁环的处理方法,大家在实际磨削操作中大家可以灵活运用。
关于磨料
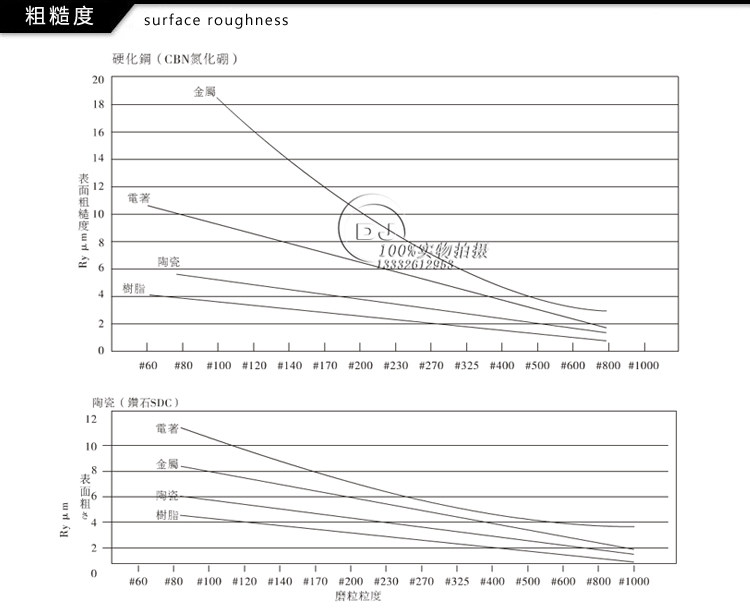
常用的磨料有金刚砂SDC和氮化硼砂CBN两种,金刚砂整体颜色偏绿,CBN砂则为银白色为主。
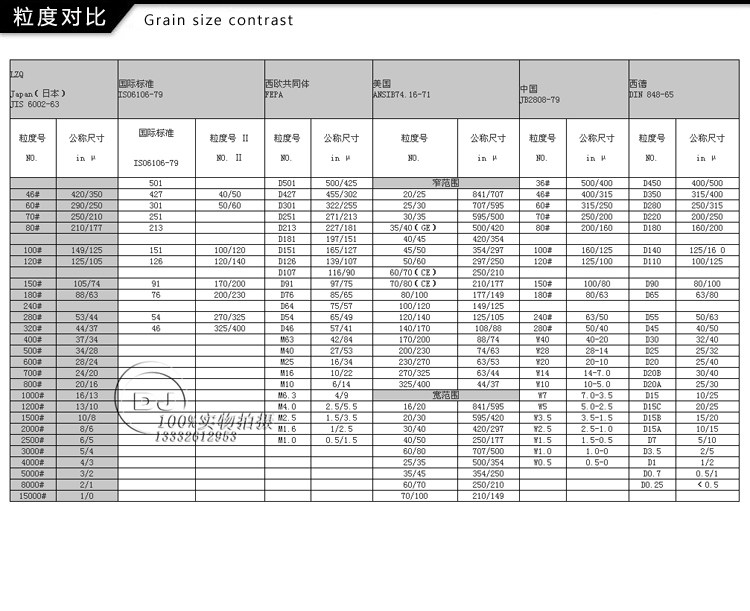
我公司电镀磨料范围,从粒度*粗40目至*细1000目。
关于镀砂
基体上砂一般有两种方法:落砂法、埋砂法,各有使用对象。
落砂法一次只能完成一个面上砂,对于多面的基体需要改换方向多次上砂,落砂法砂层薄,电镀液流通性好,电流密度可比埋砂法稍大,对平面工件上砂比较合适。
埋砂法周围砂层较厚,电解液透过性差,电流密度小,每次上砂时间较长。但一次可以完成各个表面的上砂,适用于园柱形和其它复杂型面的工件上砂。
不同基体上砂时间也不一样,与基体形状大小、上砂方式有关。 上砂完毕卸砂,增大电流加厚,镀到防松螺母电镀层包覆磨料1/2以上为止。有时需要装饰光亮镀镍,工件出槽,清洗,卸夹具进行修整,经表面活化入槽镀光亮镍,镀到光亮为止,这样工件上未镀金刚石的部位也一同镀上一薄层光亮镍,作为防护装饰性镀层,但要注意金刚石磨具的高精度安装面不能镀金属层必须严格保护。工件镀光亮后水洗烘干涂上防锈油成品包装。
因为金刚石尤其是人造金刚石在磨钢铁时易发生粘附现象,降低磨削效率并提高磨削温度,金刚石耐高温性能又比CBN差,一般要用冷却液降温,而CBN耐温可达1000以上,不用冷却液而干磨工件,所以在加工不锈钢、镍基合金时通常采用CBN磨轮。但CBN的抗压强度不及人造成金刚石,CBN磨轮必须高速旋转,使表面磨粒的线速度提高才能显示其磨削效率。
关于交期
1.包工包料:[下料-车-热处理-精磨-去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,7天发货.
2.来料加工:客户提供基体,要经过[去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,3-4天发货.
3.翻新加工:客户提供旧基体(磨棒或砂轮),需经过[退砂-去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,3-5天发货.
东巨欢迎广大用户前来试样,全国包邮!















免责声明:当前页为 广东电镀砂轮磨头翻新 东莞东巨电镀金刚砂加工厂产品信息展示页,该页所展示的 广东电镀砂轮磨头翻新 东莞东巨电镀金刚砂加工厂产品信息及价格等相关信息均有企业自行发布与提供, 广东电镀砂轮磨头翻新 东莞东巨电镀金刚砂加工厂产品真实性、准确性、合法性由店铺所有企业完全负责。世界工厂网对此不承担任何保证责任,亦不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由会员自行协商解决。
友情提醒:世界工厂网仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的渠道。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请您谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择。
投诉方式:fawu@gongchang.com是处理侵权投诉的专用邮箱,在您的合法权益受到侵害时,请将您真实身份信息及受到侵权的初步证据发送到该邮箱,我们会在5个工作日内给您答复,感谢您对世界工厂网的关注与支持!








































































