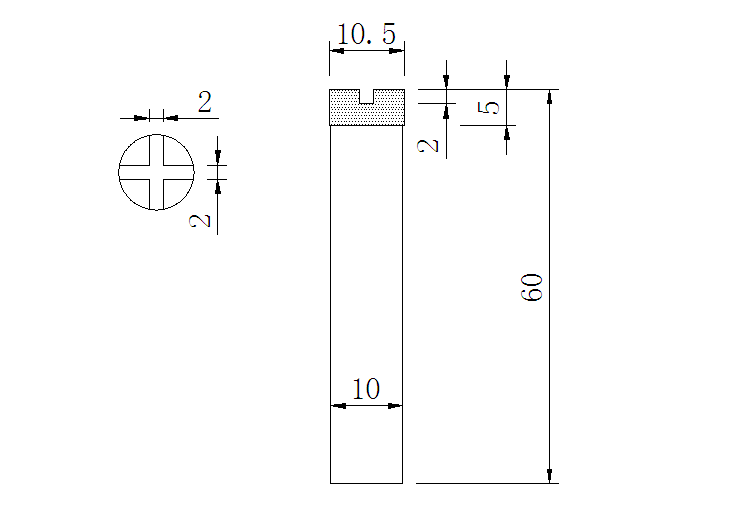
订做粗砂开槽金刚石磨棒 氧化锆陶瓷开沟铣槽 SDC80目磨削锋利耐磨不掉砂 可重复翻新 10D*5T*60L*10B
¥18.00/支
广东-东莞市
最小起订≥10支
供货总量9999支
发货期限7天
有效期长期有效