

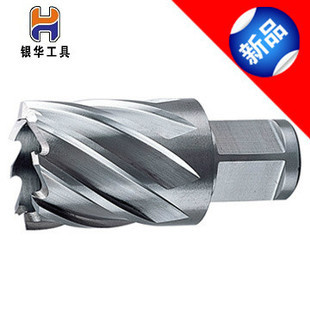
钢板钻头
面议
江苏-常州市
有效期长期有效

银华工具公司专业生产高速钢钢板钻头(钢板钻);取芯钻头;套料钻头,选用普通高速钢M2,超硬含钴高速钢(M35,M42)或者硬质合金等材料,经CNC加工中心精密制造,产品特点采用多个切削刃,耐磨性能好、钻孔精度好、效率高。在25mm厚的钢板上钻孔只需15-20秒就可完成钻孔,钻头一次钻孔可达100多个孔,中间无须进行修磨,省去了用麻花钻头烦琐的修磨工作及多余的人力物力,效率是普通麻花钻的8-10倍。孔钻系列产品是目前钢结构,造船,石油管道,机械制造等行业最理想的高效钻孔工具!
本公司钢板钻头产品质量优良,价格合理,服务及时,欢迎合作洽谈!
可选柄型: 双削平;快换柄;泛音柄
配套顶针: 规格:6.35*77;6.35*102;6.35*127;6.35*152;
8.0*77; 8.0*102; 8.0*127; 8.0*152;
各种转换柄:锥柄2#;锥柄3#;
钢板钻头的使用注意事项
1. 开始钻孔前必须确保刀具已完全安装到位,没有松动或未夹紧的现象。
2. 使用磁座钻机钻孔时必须保证钻机磁块下无*屑,吸附面平整,机器无摇摆或未完全吸附的现象。
3. 开始钻孔直至钻孔完成的全过程应保持冷却充分,不能间断,简短冷却易引起刀具崩刃。
4. 钻孔刚开始应进刀缓慢平稳,切入1~2MM后可以加快进刀速度。出刀时适当减慢走刀速度,中间切削过程应保持进刀均匀。
5. 硬质合金钢板钻钻孔时合理的刀刃线速度应在每分钟40米以上,**不应低与30米。
6. 硬质合金是高硬度材料,存放和领用过程中应防止刀片磕碰,使用过程中应防止冲击。
7. 新刀刃口锋利的冲击都会引起刃口微崩,建议开始使用新刀时的前几十个孔应特别小心冲击,并缓慢进刀防止崩刃,待刀刃自然钝化后可正常使用,这种做法可大幅度延长刀具使用寿命。
8. 钻孔过程中如遇闷车停机现象,应首先切断电源,手工反向稍微转动刀具,使刀刃脱离切割区域,再提起电机取下刀具,经查看无异常后可重新开始作业。
9. 缠绕在刀体上的*屑过多时可以退刀后,用钩子去除。
10. 中心顶针用与顶料芯,使用时不能有明显的跳动,如发现顶针弯曲应及时更换。
11. 钻孔后芯料未弹出时,可轻微敲击芯料底部辅助芯料弹出。还不能弹出芯料,可取下刀具,利用柄部小孔轻微撞击芯料使芯料取出。取芯料过程应注意安全,切勿碰伤刀刃。
12. 钻深孔时如遇阻力大,可多次退刀,以协助刀具排屑。
13. 整个钻孔过程要确保安全,注意防护。
www.czyhtools.com 
免责声明:当前页为 钢板钻头产品信息展示页,该页所展示的 钢板钻头产品信息及价格等相关信息均有企业自行发布与提供, 钢板钻头产品真实性、准确性、合法性由店铺所有企业完全负责。世界工厂网对此不承担任何保证责任,亦不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由会员自行协商解决。
友情提醒:世界工厂网仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的渠道。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请您谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择。
投诉方式:fawu@gongchang.com是处理侵权投诉的专用邮箱,在您的合法权益受到侵害时,请将您真实身份信息及受到侵权的初步证据发送到该邮箱,我们会在5个工作日内给您答复,感谢您对世界工厂网的关注与支持!




电话13616103566
传真0519-82059201
手机13616103566
微信13616103566
QQ370931916
地址中国 江苏 常州市 新北区西夏墅工业园岳山路9号


























































